GOST 6235-2020
MIĘDZYSTANOWA RADA NORMALIZACJI, METROLOGII I CERTYFIKACJI
(MGS)
MIĘDZYSTANOWA RADA NORMALIZACJI, METROLOGII I CERTYFIKACJI
(ISC)
MIĘDZYSTANOWY |
GOST 2020 |
ARKUSZE I PASKI NIKLOWE
Warunki techniczne
Wydanie oficjalne
GOST 6235-2020
Przedmowa
Cele, podstawowe zasady i ogólne zasady prowadzenia prac nad normalizacją międzystanową są ustalone przez GOST 1.0 "Międzystanowy system normalizacyjny. Podstawowe postanowienia" i GOST 1.2 "Międzystanowy system normalizacyjny. Międzystanowe normy, zasady i zalecenia dla międzystanowej normalizacji. Zasady rozwoju, przyjmowania, aktualizacji i anulowania"
Informacje o standardzie
1 OPRACOWANY PRZEZ Komitet Techniczny ds. Normalizacji TC 106 "Walcowanie Metali Nieżelaznych" Spółka Akcyjna "Instytut Badawczo-Projektowo-Inżynieryjny Stopów i Przetwórstwa Metali Nieżelaznych" (Spółka Akcyjna "Instytut Walcowania Metali Nieżelaznych")
2 PRZEDŁOŻONE przez Federalną Agencję Regulacji Technicznych i Metrologii
3 PRZYJĘTE przez Międzystanową Radę ds. Normalizacji, Metrologii i Certyfikacji (protokół z 30 czerwca 2020 r. nr 131-P)
Za przyjęciem głosowali:
| Skrócona nazwa kraju według MK (ISO 3166) 004-97 | Kod kraju według MK (ISO 3166) 004-97 | Skrócona nazwa krajowej jednostki normalizacyjnej |
Armenia Białoruś Kirgistan Tadżykistan |
JESTEM PRZEZ KG TJ |
Ministerstwo Gospodarki Republiki Armenii Państwowy standard Republiki Białorusi Kirgiski standard Standard tadżycki |
5 ZAMIAST GOST 6235-91
Informacje o wejściu w życie (wygaśnięciu obowiązywania) niniejszej normy i jej zmianach na terenie ww. państw publikowane są w indeksach norm krajowych publikowanych w tych państwach, a także w Internecie na stronach internetowych kompetentnych krajowych jednostek normalizacyjnych.
W przypadku rewizji, zmiany lub odwołania niniejszej normy, odpowiednia informacja zostanie opublikowana na oficjalnej stronie internetowej Międzystanowej Rady ds. Normalizacji, Metrologii i Certyfikacji w katalogu "Stany Międzystanowe"
GOST 6235-2020
Treść
1 Zakres 1
2 Odniesienia normatywne 1
3 Terminy i definicje 3
4 Asortyment 3
5 Wymagania techniczne 6
6 Zasady akceptacji 7
7 Metody kontroli i badań 9
8 Opakowanie, etykietowanie, transport i przechowywanie 10
Załącznik A (informacyjny) Grubość i teoretyczna masa 1 m² blach walcowanych na gorąco
i taśmy walcowane na gorąco i na zimno 12
GOST 6235-2020
STANDARD MIĘDZYSTANOWY
ARKUSZE I PASKI NIKLOWE
Warunki techniczne
Paski i wstążki niklu. Specyfikacje
Data wprowadzenia - 2021-04-01
1 Zakres stosowania
Niniejsza norma ma zastosowanie do blach niklowych walcowanych na gorąco oraz taśm (blach i pasów) walcowanych na gorąco i na zimno, stosowanych w różnych gałęziach przemysłu.
2 Odniesienia normatywne
W niniejszej normie wykorzystano odniesienia normatywne do następujących norm międzystanowych:
Suwmiarki GOST 166 (ISO 3599-76). Specyfikacje
GOST 427 Linijki pomiarowe metalowe. Warunki techniczne
GOST 492 Nikiel, stopy niklu i miedzi z niklem przetwarzane pod ciśnieniem. Marki
GOST 1497 (ISO 6892-84) Metale. Metody badania wytrzymałości na rozciąganie
GOST 2991 Skrzynie drewniane nierozkładalne do ładunków o masie do 500 kg. Specyfikacje ogólne
GOST 3282 Drut stalowy niskowęglowy ogólnego przeznaczenia. Specyfikacje
Taśma pakowa stalowa GOST 3560. Warunki techniczne
GOST 6012 Nikiel. Metody chemiczno-atomowej analizy widmowej
GOST 6507 Mikrometry. Specyfikacje
GOST 6689.1 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania miedzi
GOST 6689.2 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania niklu
GOST 6689.3 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania zawartości niklu i kobaltu
GOST 6689.4 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania cynku
GOST 6689.5 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania żelaza
GOST 6689.6 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania manganu
GOST 6689.7 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania krzemu
GOST 6689.8 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania glinu
GOST 6689.9 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania kobaltu
GOST 6689.10 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania węgla
GOST 6689.11 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania wolframu
GOST 6689.12 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania magnezu
GOST 6689.13 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania arsenu
GOST 6689.14 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania chromu
GOST 6689.15 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania antymonu
GOST 6689.16 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania cynku, kadmu, ołowiu, bizmutu i cyny
Wydanie oficjalne
1
GOST 6235-2020
GOST 6689.17 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania bizmutu
GOST 6689.18 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania siarki
GOST 6689.19 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania fosforu
GOST 6689.20 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania ołowiu
GOST 6689.21 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania tytanu
GOST 6689.22 Nikiel, stopy niklu i miedzi z niklem. Metody oznaczania cyny
GOST 7376 Tektura falista. Specyfikacje ogólne*
GOST 7502 Taśmy pomiarowe metalowe. Warunki techniczne
GOST 7933 Tektura do opakowań konsumenckich. Specyfikacje ogólne
GOST 8273 Papier pakowy. Warunki techniczne
GOST 8828 Papier bazowy i dwuwarstwowy papier opakowaniowy wodoodporny. Warunki techniczne
GOST 10198 Skrzynie drewniane dla ładunków o masie powyżej 200 do 20 000 kg. Specyfikacje ogólne
GOST 10510 (ISO 8490-86) Metale. Metoda badania wytłaczania Erichsena dla arkuszy i pasów
GOST 11358 Grubościomierze i grubościomierze ścianek o wartościach podziałki 0,01 i 0,1 mm. Warunki techniczne
GOST 13047.1 Nikiel. Kobalt. Ogólne wymagania dotyczące metod analizy
GOST 13047.2 Nikiel. Kobalt. Metody oznaczania niklu w niklu
GOST 13047.3 Nikiel. Kobalt. Metody oznaczania kobaltu w kobalcie
GOST 13047.4 Nikiel. Kobalt. Metody oznaczania kobaltu w niklu
GOST 13047.6 Nikiel. Kobalt. Metody oznaczania węgla
GOST 13047.7 Nikiel. Kobalt. Metody oznaczania siarki
GOST 13047.14 Nikiel. Kobalt. Metody oznaczania bizmutu
GOST 13047.17 Nikiel. Kobalt. Metody oznaczania żelaza
GOST 13047.18 Nikiel. Kobalt. Metody oznaczania arsenu
GOST 14019 (ISO 7438:1985) Materiały metalowe. Metoda badania zginania
GOST 14192 Oznakowanie ładunku
GOST 15102 Uniwersalny zamknięty pojemnik metalowy o nominalnej masie brutto 5,0 t. Warunki techniczne
GOST 15846 Produkty wysyłane do regionów Dalekiej Północy i równoważnych miejscowości. Pakowanie, etykietowanie, transport i przechowywanie
GOST 18242 Statystyczne testowanie akceptacyjne według atrybutu alternatywnego. Plany kontroli**
GOST 18321 Statystyczna kontrola jakości. Metody losowego pobierania próbek poszczególnych produktów
GOST 18477 Kontenery uniwersalne. Typy, główne parametry i wymiary
GOST 20435 Uniwersalny zamknięty pojemnik metalowy o nominalnej masie brutto 3,0 t. Warunki techniczne
GOST 21140 Kontener. System wymiarów
GOST 21650 Sposób mocowania ładunków jednostkowych w opakowaniach transportowych. Wymagania ogólne
GOST 22225 Kontenery uniwersalne o masie brutto 0,625 i 1,25 tony. Warunki techniczne
GOST 24047 Półprodukty z metali nieżelaznych i ich stopów. Pobieranie próbek do badania rozciągania
GOST 24231 Metale nieżelazne i stopy. Ogólne wymagania dotyczące pobierania próbek i przygotowywania próbek do analizy chemicznej
GOST 24597 Opakowania ładunków jednostkowo zapakowanych. Podstawowe parametry i wymiary
GOST 26653 Przygotowanie ładunków drobnicowych do transportu. Wymagania ogólne
GOST 26663 Opakowania transportowe. Formowanie za pomocą środków opakowaniowych. Ogólne wymagania techniczne
GOST 26838 Skrzynie i listwy drewniane. Normy wytrzymałości mechanicznej
GOST 26877 Wyroby metalowe. Metody pomiaru odchyleń kształtu
GOST 33757 Palety drewniane płaskie. Warunki techniczne
* Obowiązuje GOST R 52901-2007 "Tektura falista do pakowania produktów. Warunki techniczne".
** GOST R ISO 2859-1-2007 "Metody statystyczne. Procedury pobierania próbek do inspekcji według alternatywnego atrybutu. Część 1. Plany pobierania próbek do inspekcji kolejnych partii na podstawie akceptowalnego poziomu jakości" jest w mocy.
2
GOST 6235-2020
Uwaga - Podczas korzystania z tej normy zaleca się sprawdzenie ważności norm i klasyfikatorów, do których się odwołują, na oficjalnej stronie internetowej Międzystanowej Rady ds. Normalizacji, Metrologii i Certyfikacji lub w indeksach norm krajowych opublikowanych w krajach określonych we wstępie lub na oficjalnych stronach internetowych odpowiednich krajowych organów normalizacyjnych. Jeśli podano niedatowane odniesienie do dokumentu, należy użyć dokumentu obowiązującego w chwili obecnej, biorąc pod uwagę wszystkie wprowadzone w nim zmiany. Jeśli odniesiony dokument, do którego podano odniesienie z datą, został zastąpiony, należy użyć określonej wersji tego dokumentu. Jeśli po przyjęciu tej normy wprowadzono zmianę do odniesionego dokumentu, do którego podano odniesienie z datą, która wpływa na postanowienie, do którego podano odniesienie, postanowienie to stosuje się bez uwzględniania tej zmiany. Jeśli odniesiony dokument zostanie anulowany bez zastąpienia, postanowienie, w którym podano odniesienie do niego, stosuje się w części, która nie wpływa na to odniesienie.
3 Terminy i definicje
W niniejszej normie zastosowano następujące terminy i definicje:
3.1 Arkusz: Płaski półprodukt o przekroju prostokątnym, grubości powyżej 0,1 mm, wytwarzany
walcowanie.
3.2 pasek: Płaski półprodukt o przekroju prostokątnym i stosunku długości do szerokości nie większym niż
mniejsze niż 5, o grubości powyżej 0,1 mm, produkowane przez walcowanie lub cięcie arkuszy i taśm.
3.3 ciemnienie: Wada w postaci ciągłej, ciemnej powierzchni produktu.
3.4 kolory wyżarzania: Wada powierzchni w postaci opalizującej warstwy tlenku,
znajdują się na gładkiej powierzchni produktu.
3.5 ślady niespalonego tłuszczu: Wada powierzchni w postaci plam, smug, kropli i zacieków.
3.6 zadzior: Wada powierzchni w postaci ostrego, grzbietowego występu lub
pasek metalu skręcony w spiralę w miejscu przecięcia sztabki lub półproduktu.
3.7 zgorzelina: Wada powierzchni w postaci wtrąceń pozostałości zgorzeliny wciśniętych w
powierzchnia metalu podczas odkształcania.
3.8 delaminacja: Wada powierzchni w postaci nieciągłości w zorientowanej powierzchni metalu
wzdłuż kierunku deformacji.
3.9 pęknięcie: Wada w postaci miejscowego pęknięcia metalu o zmiennej wielkości, mająca
kierunek.
3.10 Wygięcie: Odchylenie kształtu, w którym krawędzie arkusza lub paska w płaszczyźnie poziomej
samoloty mają kształt łuku.
3.11 pomarszczona, falista krawędź: Wada kształtu w postaci miejscowej pomarszczonej krawędzi płaskiego półproduktu.
3.12 pęknięcie krawędzi: Wada powierzchni płaskiego półproduktu w postaci pęknięcia metalu wzdłuż
krawędzie.
3.13 skośność cięcia: Odchylenie od prostopadłości, przy którym płaszczyzna cięcia tworzy
płaszczyzny podłużne wyrobów metalowych pod kątem różnym od 90°.
4 Asortyment
4.1 Grubość i szerokość blach walcowanych na gorąco oraz maksymalne odchyłki grubości muszą odpowiadać wartościom podanym w tabeli 1.
Tabela 1 W milimetrach
| Grubość blachy | Maksymalne odchylenia grubości na szerokości arkusza | ||
| 500 | 600, 700 | 800 | |
| 5.0 | 0 -0,40 |
- | - |
| 6.0 | 0 -0,45 | ||
7.0 8.0 |
0 -0,50 | ||
3
GOST 6235-2020
Koniec tabeli 1 W milimetrach
| Grubość blachy | Maksymalne odchylenia grubości na szerokości arkusza | ||
| 500 | 600, 700 | 800 | |
| 9.0 | 0 -0,50 |
0 -0,60 |
- |
| 10,0 | 0 -1,0 | ||
11.0 12,0 13,0 14.0 |
0 -0,80 |
0 -0,90 | |
15,0 16,0 17,0 |
0 -0,90 |
0 -1,0 |
0 -1,2 |
18,0 19,0 20,0 |
0 -1,2 |
0 -1,3 |
0 -1,5 |
| Uwaga: Na życzenie klienta blachy walcowane na gorąco produkowane są z bardziej rygorystycznymi tolerancjami maksymalnej grubości. | |||
4.2 Maksymalne odchyłki szerokości blachy muszą odpowiadać wartościom podanym w tabeli 2.
Tabela 2 W milimetrach
| Szerokość arkusza | Maksymalne odchylenia szerokości od grubości blachy | |
| Od 5,0 do 10,0 | Od 11,0 do 20,0 | |
| 500, 600, 700, 800 | 0 -15 |
0 -20 |
4.3 Długość arkuszy powinna wynosić 500-2000 mm.
Arkusze produkowane są w długościach mierzonych, będących wielokrotnościami 100 mm oraz długościach niemierzonych.
Maksymalne odchylenia długości arkuszy długości mierzonych i wielokrotnych długości mierzonych nie mogą przekraczać minus 20 mm.
4.4 Grubość taśm walcowanych na gorąco i maksymalne odchyłki dla niej muszą odpowiadać wartościom podanym w tabeli 3.
Tabela 3 W milimetrach
| Grubość paska | Maksymalne odchylenia grubości paska |
5,0-6,0 7,0-8,0 9,0-10,0 11.0 12,0 13,0-14,0 15,0-17,0 18,0-20,0 |
od 0 do -0,35 od 0 do -0,40 od 0 do -0,50 od 0 do -0,60 od 0 do -0,70 od 0 do -0,80 od 0 do -0,90 od 0 do -1,2 |
| Uwaga: Na życzenie klienta taśmy walcowane na gorąco produkujemy z bardziej rygorystycznymi tolerancjami maksymalnej grubości. | |
4
GOST 6235-2020
4.5 Szerokość taśm walcowanych na gorąco i maksymalne odchyłki dla niej muszą odpowiadać wartościom podanym w tabeli 4.
Tabela 4 W milimetrach
| Przepustowość łącza | Maksymalne odchylenia szerokości od grubości paska | ||
| 5.0 | Od 6,0 do 10,0 | Od 11,0 do 20,0 | |
| 100, 150, 300 | 0 -4,0 |
0 -10,0 |
- |
| 100, 150 | - | - | 0 -15,0 |
| 300 | - | - | 0 -20,0 |
| Uwaga: Na życzenie klienta taśmy walcowane na gorąco produkowane są z bardziej rygorystycznymi tolerancjami maksymalnej szerokości. | |||
4.6 Długość taśm walcowanych na gorąco powinna wynosić 400-2000 mm.
Taśmy walcowane na gorąco produkowane są w długościach mierzonych, wielokrotnych mierzonych i niemierzonych.
Maksymalne odchylenia długości taśm walcowanych na gorąco nie mogą przekraczać minus 15 mm.
4.7 Grubość taśm walcowanych na zimno i maksymalne odchyłki dla niej muszą odpowiadać wartościom podanym w tabeli 5.
Tabela 5 W milimetrach
| Grubość paska | Maksymalne odchylenia grubości paska |
| 1.0 | 0 -0,08 |
| 1,2 | 0 -0,09 |
| 1,5 | 0 -0,10 |
| 1,8-2,0 | 0 -0,11 |
| 2,5-3,0 | 0 -0,12 |
| 3.5 | 0 -0,16 |
| 4.0 | 0 -0,18 |
| 4,5-5,0 | 0 -0,20 |
| 5,5-8,0 | 0 -0,25 |
| 9,0-10,0 | 0 -0,30 |
4.8 Szerokość taśm walcowanych na zimno i maksymalne odchyłki dla niej muszą odpowiadać wartościom podanym w tabeli 6.
Tabela 6 W milimetrach
| Przepustowość łącza | Maksymalne odchylenia szerokości od grubości paska | |||
| od 1,0 do 1,5 | od 1,5 do 3,0 | od 3,5 do 5,5 | od 6,0 do 10,0 | |
40,42,45,48,50,52,55, 60,63,65,70,75,80,85,90,95,100,105, 110,120,125,130,140,150,160,170 |
0 -1 |
0 -2 |
- | - |
5
GOST 6235-2020
Koniec tabeli 6 W milimetrach
| Przepustowość łącza | Maksymalne odchylenia szerokości od grubości paska | |||
| od 1,0 do 1,5 | od 1,5 do 3,0 | od 3,5 do 5,5 | od 6,0 do 10,0 | |
175,180,190,200,210,220,240,250,260, 280 300 |
0 -2 |
0 -3 |
0 -4 |
0 -10 |
| 400 | 0 -3 |
0 -3 |
- | - |
4.9 Długość taśm walcowanych na zimno powinna wynosić 400-2000 mm.
Taśmy walcowane na zimno produkowane są w długościach mierzonych, wielokrotnych mierzonych i niemierzonych.
Maksymalne odchylenia długości pasów nie mogą przekraczać minus 10 mm.
Uwaga - teoretyczna masa 1 m² arkuszy i pasów podana jest w Załączniku A.
4.10 Po uzgodnieniu między konsumentem a producentem arkusze i taśmy mogą być produkowane w wymiarach pośrednich pod względem grubości i szerokości, przy czym maksymalne odchylenia dla kolejnego większego rozmiaru podano w tabelach 1-6.
4.11 Po uzgodnieniu między konsumentem a producentem, arkusze i taśmy mogą być produkowane z maksymalnymi odchyleniami grubości i szerokości innymi niż podane w tabelach 1-6.
4.12 Oznaczenia umowne blach i taśm należy podawać zgodnie ze schematem:
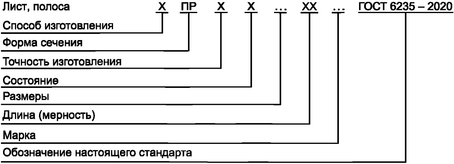
Stosowane są następujące skróty:
metoda produkcji: walcowanie na zimno - D,
walcowane na gorąco - G;
kształt przekroju poprzecznego: prostokątny - PR;
stan: miękki - M,
stały - T;
długość (wymiar): wielokrotność wymiaru - KD,
bezwymiarowy - ND.
W miejsce brakujących danych wstawia się "X".
Przykłady oznaczeń konwencjonalnych:
Blacha walcowana na gorąco o grubości 5,0 mm, szerokości 500 mm, długości 1000 mm, wykonana z niklu gatunku NP2:
Arkusz GPRHH 5,0×500×1000 NP2 GOST 6235-2020
Taśma walcowana na gorąco o grubości 9,0 mm, szerokości 150 mm i długości 1500 mm, wykonana z niklu gatunku NP3:
Pasek GPRXX 9,0×150×1500 NP3 GOST 6235-2020
Taśma walcowana na zimno o grubości 8,0 mm, szerokości 100 mm, długości 1000 mm, wykonana z niklu gatunku NP2:
Pasek DPRXX 8,0×100×1000 NP2 GOST 6235-2020
5 Wymagania techniczne
5.1 Arkusze i taśmy produkowane są zgodnie z wymaganiami niniejszej normy z gatunków niklu NP1, NP2, NP3 i NP4 o składzie chemicznym zgodnym z normą GOST 492.
6
GOST 6235-2020
5.2 W zależności od stanu materiału, taśmy walcowane na zimno produkowane są w wersji miękkiej i twardej.
5.3 Powierzchnia arkuszy i taśm musi być wolna od zanieczyszczeń utrudniających kontrolę wizualną.
5.4 Podczas czyszczenia kontrolnego na powierzchni nie mogą występować żadne wady, które powodowałyby przekroczenie maksymalnych odchyleń grubości arkuszy i pasów.
Ponadto na powierzchni blach i taśm walcowanych na gorąco dopuszcza się niewielkie walcowanie zgorzeliny, nie powodujące, że blachy i taśmy podczas czyszczenia kontrolnego przekroczą maksymalne odchyłki grubości.
Na powierzchni taśm walcowanych na zimno dopuszczalne są lokalne przyciemnienia, odbarwienia i ślady niespalonego smaru.
Wymagania dotyczące jakości powierzchni ustalane są na podstawie próbek zatwierdzonych zgodnie z ustaloną procedurą.
5.5 Po uzgodnieniu między konsumentem a producentem arkusze i taśmy mogą być produkowane z wymaganiami dotyczącymi jakości powierzchni różniącymi się od tych określonych w pkt 5.4.
5.6 Arkusze i paski muszą być równo cięte.
5.7 Pochylenie cięcia nie może przekraczać maksymalnych odchyleń szerokości i długości arkuszy i pasów.
5.8 Na życzenie konsumenta arkusze i paski nie mogą mieć pofalowanych, pomarszczonych lub podartych krawędzi, a także zadziorów na krawędziach.
5.9 Blachy i taśmy walcowane na gorąco o grubości powyżej 20 mm produkowane są bez przycinania krawędzi, przy czym maksymalne odchyłki grubości ustalane są w drodze porozumienia między konsumentem a producentem.
5.10 Po uzgodnieniu między konsumentem a producentem arkusze i paski mogą być produkowane z wymaganiami dotyczącymi jakości krawędzi różniącymi się od tych określonych w pkt 5.7 i 5.8.
5.11 Arkusze i paski nie mogą wykazywać rozwarstwienia.
5.12 Na życzenie Klienta paski miękkie muszą wytrzymać próbę zginania na zimno pod kątem 180° wokół trzpienia o promieniu krzywizny równym grubości paska, bez powstawania śladów rozdarć lub pęknięć.
5.13 Po uzgodnieniu między konsumentem a producentem wymagania dotyczące prób zginania pasków miękkich mogą różnić się od podanych w pkt 5.12.
5.14 Na życzenie Klienta kształt półksiężyca taśm walcowanych na zimno nie może przekraczać 3 mm na 1 mb długości.
5.15 Po uzgodnieniu między konsumentem a producentem arkusze i paski mogą być produkowane z wymaganiami dotyczącymi kształtu półksiężyca, które różnią się od wymagań określonych w pkt 5.14.
5.16 Na życzenie Klienta właściwości mechaniczne blach i taśm muszą odpowiadać właściwościom podanym w tabeli 7.
Tabela 7
| Stan materiału | Wytrzymałość na rozciąganie, MPa (kgf/mm²), nie mniejsza niż | Wydłużenie względne, %, nie mniejsze niż | Głębokość wytłaczania (wg Eriksena przy promieniu stempla 10 mm), mm, nie mniej niż |
Walcowane na gorąco Miękki Solidny |
370 (38) 370 (38) 540 (55) |
15 35 2 |
- 8,5 - |
5.17 Po uzgodnieniu między konsumentem a producentem, arkusze i taśmy mogą być produkowane z właściwościami mechanicznymi różniącymi się od podanych w tabeli 7.
Wartości głębokości wytłaczania dla próby ciągnienia dołków kulistych mogą różnić się od podanych w tabeli 7.
6 zasad akceptacji
6.1 Arkusze i paski są przyjmowane partiami. Partia musi składać się z arkuszy i pasków tego samego gatunku niklu, tego samego rozmiaru, tego samego stanu materiału i być dołączona do jednego dokumentu jakości zawierającego:
- znak towarowy lub nazwa producenta i znak towarowy;
- nazwa kraju produkcji;
- adres siedziby producenta i/lub sprzedawcy;
7
GOST 6235-2020
- oznaczenie konwencjonalne;
- numer partii;
- wyniki testów;
- masa brutto i netto partii;
- liczba przestrzeni ładunkowych.
Masa partii nie może przekraczać 2500 kg.
Dopuszcza się wystawienie jednego dokumentu jakościowego dla kilku partii arkuszy lub taśm niklowych tego samego gatunku, tych samych wymiarów, w tym samym stanie, wysyłanych do jednego odbiorcy, ze wskazaniem numerów partii.
6.2 Do kontroli wymiarów i jakości powierzchni blach i taśm stosuje się jednostopniowy normalny plan pobierania próbek do kontroli alternatywnej zgodnie z GOST 18242 z poziomem akceptacji wad 4%.
Wybór arkuszy i taśm z partii do próbki odbywa się "w ciemno" (metodą największej obiektywności) zgodnie z GOST 18321.
Liczbę wybranych arkuszy i pasków ustala się zgodnie z tabelą 8.
Tabela 8
| Ilość arkuszy i pasków w partii, szt. | Ilość kontrolowanych arkuszy i pasków, szt. |
4-25 26-90 91-150 151-280 281-500 501-1200 1201-3200 |
3 13 20 32 50 80 125 |
| Uwaga: Jeżeli wielkość partii nie przekracza trzech arkuszy lub pasków, testowany jest każdy arkusz lub pasek. | |
Liczbę arkuszy i pasów w partii oraz liczbę obszarów kontrolowanych na jednym arkuszu lub pasku ustala się według wzorów (1) i (2) podanych w 7.2.
Liczbę punktów kontrolowanych na każdym wybranym arkuszu lub pasku ustala się w zależności od całkowitej liczby odcinków o długości 100 mm na obwodzie arkusza lub paska zgodnie z tabelą 9.
Jeżeli obwód nie jest wielokrotnością 100 mm, to ostatni odcinek o długości mniejszej niż 100 mm przyjmuje się za jeden odcinek.
Tabela 9
| Ilość odcinków na arkuszu lub pasku, szt. | Ilość punktów kontrolowanych na arkuszu lub pasku, szt. | Numer odrzucenia |
4-25 26-90 91-150 |
3 13 20 |
1 2 3 |
Badany arkusz lub pasek uznaje się za dopuszczalny, jeżeli liczba wyników pomiarów niezgodnych z wymaganiami określonymi w rozdziałach 4 i 5 jest mniejsza od liczby odrzuceń podanej w tabeli 9.
Jeżeli przynajmniej na jednym z kontrolowanych arkuszy lub pasów uzyskane wyniki pomiarów okażą się niezadowalające, partia zostaje odrzucona.
Producent ma prawo przeprowadzić kompleksową kontrolę w przypadku uzyskania niezadowalających wyników.
Producent ma prawo przeprowadzić kontrolę jakości powierzchni i wymiarów płyty w trakcie procesu produkcyjnego, pod warunkiem, że jakość płyty odpowiada wymaganiom niniejszej normy.
8
GOST 6235-2020
6.3 Do przeprowadzenia badań na zginanie, krzywiznę i skośność cięcia wybiera się cztery paski z partii.
6.4 Do testu wydłużania wgłębień kulistych z partii wybiera się cztery miękkie paski o grubości 1,0 i 1,2 mm.
6.5 Aby sprawdzić skład chemiczny, wybiera się cztery arkusze lub paski z partii. Producentowi wolno pobrać próbkę z roztopionego metalu w celu sprawdzenia składu chemicznego.
6.6 Jeżeli wyniki testów rozciągania, gięcia, wytłaczania i analizy chemicznej, kontroli szerokości, długości i jakości powierzchni okażą się niezadowalające, należy przeprowadzić powtórny test na podwójnej próbce pobranej z tej samej partii. Wyniki powtórnego testu należy rozszerzyć na całą partię.
7 Metody kontroli i testowania
7.1 Kontrolę jakości powierzchni blach i taśm przeprowadza się przy zastosowaniu metody statystycznej zapewniającej wymaganą jakość powierzchni z prawdopodobieństwem 96%. Powierzchnię blach i taśm kontroluje się bez użycia urządzeń powiększających.
7.2 Grubość blach mierzy się w odległości co najmniej 100 mm od wierzchołka naroża i co najmniej 10 mm od krawędzi blachy lub pasa, stosując mikrometr zgodnie z GOST 6507, suwmiarkę zgodnie z GOST 166 lub grubościomierz zgodnie z GOST 11358.
Wymiary blach i pasów sprawdza się z określonym prawdopodobieństwem 96%. Wyniki pomiarów wymiarów blach i pasów niespełniających wymagań podanych w tabelach 1-6 nie powinny różnić się od dopuszczalnych o więcej niż połowę pola tolerancji.
Liczbę arkuszy lub pasków w partii M szt. oblicza się według wzoru
M = 10 6 · , (1)
gdzie P jest masą partii, kg;
Y - gęstość materiału, g/cm³;
h - grubość blachy, taśmy, mm;
b - szerokość arkusza, paska, mm;
l - długość arkusza, paska, mm.
Liczbę obszarów kontrolowanych na arkuszu, pasku N, szt. oblicza się według wzoru
N = , (2)
gdzie l jest długością arkusza, paska, mm;
b - szerokość arkusza, paska, mm.
Szerokość i długość arkuszy mierzy się przy użyciu linijki zgodnie z GOST 427 lub miary krawieckiej zgodnie z GOST 7502.
Dopuszcza się kontrolę wymiarów arkuszy i pasów w zakładzie produkcyjnym za pomocą innych środków pomiarowych, które zapewniają niezbędną dokładność. W przypadku rozbieżności kontrola jest przeprowadzana za pomocą statystycznych metod kontroli.
7.3 Do badania wytrzymałości na rozciąganie z każdego wybranego arkusza lub paska wycina się jedną próbkę wzdłuż kierunku walcowania. Próbki do badania wytrzymałości na rozciąganie wybiera się zgodnie z GOST 24047.
Badania wytrzymałości na rozciąganie wykonuje się zgodnie z normą GOST 1497 na próbkach typu I lub II o początkowej obliczonej długości próbki l0 = 5,65 mm ( F0 - początkowe pole przekroju poprzecznego próbki) i szerokości 20 mm dla blach i taśm o grubości 7 mm i mniejszej oraz szerokości 30 mm dla blach i taśm o grubości 8,0 mm i większej.
7.4 Kształt półksiężyca i skośność cięcia określa się zgodnie z GOST 26877.
7.5 Do testu zginania z każdego wybranego paska wycina się jedną próbkę w kierunku walcowania. Test zginania przeprowadza się zgodnie z GOST 14019.
7.6 Do testu ekstruzji z każdego wybranego paska wycina się jedną próbkę. Test ekstruzji przeprowadza się zgodnie z GOST 10510.
7.7 W celu określenia składu chemicznego z każdego wybranego paska lub arkusza wycina się jedną próbkę zgodnie z GOST 24231. Skład chemiczny określa się zgodnie z GOST 13047.1 - GOST 13047.4, GOST 13047.6, GOST 13047.7, GOST 13047.14, GOST 13047.17, GOST 13047.18, GOST 6689.1 - GOST 6689.22, GOST 6012.
9
GOST 6235-2020
Dopuszczalne jest wykonywanie analiz chemicznych przy użyciu innych przyspieszonych metod, których dokładność nie jest gorsza od podanych.
W przypadku wystąpienia rozbieżności w ocenie składu chemicznego analizę przeprowadza się zgodnie z normami GOST 13047.1 - GOST 13047.4, GOST 13047.6, GOST 13047.7, GOST 13047.14, GOST 13047.17, GOST 13047.18, GOST 6689.1 - GOST 6689.22, GOST 6012.
7.8 Producent ma prawo stosować inne metody kontroli zapewniające wymaganą dokładność.
7.9 Wyniki pomiarów zaokrągla się zgodnie z dokumentami normatywnymi obowiązującymi na terenie państwa, w którym przyjęto normę*.
8 Pakowanie, etykietowanie, transport i przechowywanie
8.1 Taśmy walcowane na zimno o grubości do 2,00 mm włącznie pakowane są w wiązki. Wiązki muszą być owinięte papierem i zabezpieczone od góry i od dołu deskami lub osłonami drewnianymi, których wymiary odpowiadają szerokości i długości wiązki, i przewiązane poprzecznie co najmniej w dwóch miejscach taśmą stalową lub syntetyczną o wymiarach co najmniej 0,3 × 20 mm lub drutem o średnicy co najmniej 2 mm.
Zamocuj końce drutu skręcając je co najmniej trzy razy, a taśmę blokując.
Arkusze i taśmy o grubości powyżej 2,00 mm należy pakować w paczki z jednostronnym zabezpieczeniem w postaci osłon dostosowanych do wymiarów paczki, jak określono powyżej.
Arkuszy i taśm o grubości większej niż 5,00 mm nie wolno wiązać w wiązki.
8.2 Masa brutto arkuszy w paczce nie może przekraczać 80 kg.
Po uzgodnieniu między konsumentem a producentem waga przestrzeni opakowaniowej może przekroczyć 80 kg.
8.3 Arkusze i paski owija się papierem i pakuje w gęste skrzynie drewniane lub kratowe typu I-VIII według GOST 2991 i GOST 10198 lub inne skrzynie według dokumentacji technicznej z normami wytrzymałości mechanicznej według GOST 26838 i wyścieła wewnątrz papierem wodoodpornym.
Arkusze i taśmy walcowane na gorąco nie mogą być pakowane.
Masa brutto skrzyni nie może przekraczać 500 kg.
Wymiary pudeł - zgodnie z GOST 21140 lub inną dokumentacją techniczną.
8.4 Ładunki (pudła, paczki oraz pojedyncze arkusze i pasy) grupuje się w opakowania transportowe zgodnie z normą GOST 24597.
Środki mocowania opakowań transportowych - wg GOST 21650.
Przy załadunku i rozładunku zmechanizowanym masa ładunku lub przesyłki transportowej nie może przekraczać 1250 kg.
Dopuszcza się inne metody i środki formowania opakowań zgodnie z dokumentacją techniczną, z uwzględnieniem wymagań norm GOST 26663, GOST 24597, GOST 21650.
Pakowanie odbywa się na paletach zgodnie z GOST 33757 lub bez palet za pomocą prętów o wysokości co najmniej 50 mm z opasaniem w kierunku wzdłużnym i poprzecznym drutem o średnicy co najmniej 2 mm lub taśmą o wymiarach co najmniej 0,3 × 20 mm. Końce drutów mocuje się przez skręcenie co najmniej pięciu obrotów, a taśmy mocuje się w zamek.
8.5 Dopuszcza się transport arkuszy i pasów w pojemnikach zgodnie z GOST 15102, GOST 22225, GOST 20435 i GOST 18477 lub zgodnie z dokumentacją techniczną bez pakowania w pudła, papier, materiały syntetyczne i włókninowe oraz bez zabezpieczenia deskami drewnianymi. W takim przypadku między rzędami paczek należy umieścić tekturę.
Podczas transportu w kontenerach arkusze i paski muszą być ułożone i zabezpieczone w sposób uniemożliwiający ich przemieszczanie się w kontenerze. Ponadto muszą być chronione przed zanieczyszczeniem i uszkodzeniami mechanicznymi.
8.6 Na końcu każdego arkusza lub paska, który nie jest związany w wiązki, należy umieścić, przymocować lub przykleić etykietę wskazującą:
- znak towarowy lub nazwa i znak towarowy producenta;
- nazwa kraju produkcji;
- umowne oznaczenie arkuszy;
- numery partii;
- pieczęć kontroli technicznej.
* ST SEV 543-77 "Liczby. Zasady zapisywania i zaokrąglania" jest w mocy.
10
GOST 6235-2020
W przypadku wysyłki arkuszy i pasków w paczkach powyższe dane należy umieścić na etykiecie przymocowanej do paczki lub przyklejonej do górnego paska lub arkusza paczki.
8.7 Każda przestrzeń ładunkowa, każde pudło lub kontener musi być zaopatrzony w dołączone lub dołączone listy pakowania zawierające:
- znak towarowy lub nazwa i znak towarowy producenta;
- nazwa kraju produkcji;
- umowne oznaczenie arkuszy;
- numer partii;
- masa netto;
- masa brutto;
- numer pakującego.
8.8 Oznakowanie transportowe - zgodnie z GOST 14192 z zastosowaniem znaku transportowego "Przechowywać z dala od wilgoci".
W przypadku transportu lotniczego etykiety muszą być wykonane z drewna lub metalu i naklejone po obu stronach.
8.9 Jako opakowania, materiały i środki mocujące należy stosować:
- papier wg GOST 8273, GOST 8828;
- tektura falista wg GOST 7376;
- tektura wg GOST 7933;
- materiały syntetyczne i włókninowe zgodnie z dokumentacją techniczną;
- płyty i panele wg dokumentacji technicznej;
- taśmy wg GOST 3560;
- drut wg GOST 3282;
- taśma syntetyczna wg dokumentacji technicznej.
Dopuszczalne jest stosowanie innych rodzajów materiałów opakowaniowych, nie gorszych pod względem wytrzymałości od wymienionych powyżej, a także innych rodzajów i sposobów pakowania, zapewniających zachowanie jakości produktu.
8.10 Pakowanie arkuszy i taśm przeznaczonych do wysyłki do regionów Dalekiej Północy i miejscowości równorzędnych - zgodnie z GOST 15846 dla grupy "Metale i wyroby metalowe".
8.11 Przewóz arkuszy i taśm odbywa się wszystkimi rodzajami transportu, w pojazdach krytych, zgodnie z przepisami przewozowymi oraz warunkami załadunku i mocowania ładunków obowiązującymi dla danego rodzaju transportu.
8.12 Arkusze i taśmy do transportu morskiego przewozi się zgodnie z normą GOST 26653.
8.13 Arkusze i paski muszą być przechowywane w zamkniętych pomieszczeniach, w pudełkach lub na półkach, paletach i regałach. Podczas przechowywania i transportu arkusze i paski muszą być chronione przed uszkodzeniami mechanicznymi, narażeniem na wilgoć i aktywne chemikalia.
Konsument musi przechowywać arkusze i paski w opakowaniu producenta w magazynie przez co najmniej dwa dni, aby wyrównać temperaturę arkuszy i pasków z temperaturą pokojową. Po tym okresie należy je rozpakować.
Jeżeli zostaną spełnione określone warunki transportu i przechowywania, właściwości użytkowe arkuszy i taśm nie ulegają zmianie.
11
GOST 6235-2020
Załącznik A
(informacyjny)
Grubość i teoretyczna masa 1 m² blach gorącowalcowanych i gorącowalcowanych
i taśmy walcowane na zimno
Tabela A.1
| Grubość blachy, taśmy, mm | Teoretyczna waga 1 m², arkusz, pasek, kg | Grubość blachy, taśmy, mm | Teoretyczna waga 1 m², arkusz, pasek, kg |
1.0 1,2 1,5 1.8 2.0 2,5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 |
8,90 10,68 13.35 16.02 17,80 22.25 26,70 31.15 35,60 40,05 44,50 48,95 53,40 57,85 |
7.0 8.0 9.0 10,0 11.0 12,0 13,0 14.0 15,0 16,0 17,0 18,0 19,0 20,0 |
62.30 71.20 80.10 89,00 97,90 106,80 115,70 124,60 133,50 142,40 151,30 160,20 169.10 178,00 |
| Uwaga: Przy obliczaniu masy teoretycznej arkuszy i taśm przyjmuje się gęstość niklu równą 8,9 g/ cm3 . | |||
UDC 669.3.413;418:2:006.354 ISS 77.150.60
Słowa kluczowe: blachy i taśmy niklowe, walcowane na zimno, walcowane na gorąco, asortyment, wymagania techniczne, kontrola, zasady odbioru









